E60Vi molding machine
X2F technology is a pressure-based process with real-time control of melt viscosity and velocity, optimizing material flow and ensuring consistent results.
Our patented process molds complex materials and geometries without brute force, unlocking new design freedom and material possibilities.

why e60vi
process advanced material
Process virtually any industry-standard material.
E60Vi is built to process long carbon- and glass-filled resins, thermally conductive mineral fillers, and metal-ceramic blends.
The process preserves fiber length, filler dispersion, and polymer structure, ensuring strength, consistency, and optimal performance in every part.
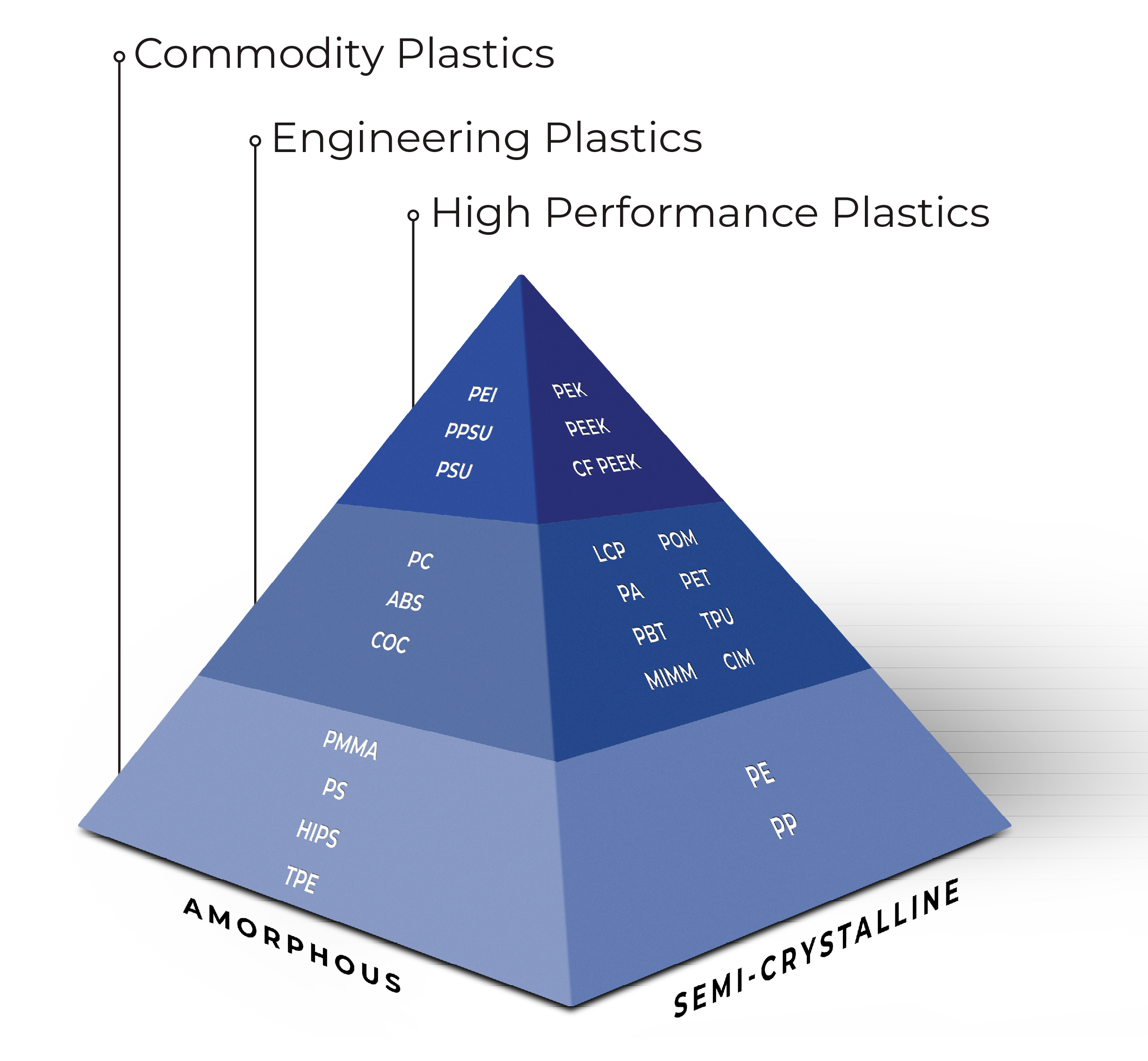
Supports a broad material range, from standard polymers to high performance compounds.
Rapid Product Development
Move from concept to molded part faster
The E60Vi supports rapid product development by using 3D printed inserts in standard aluminum molds, helping teams move from concept to functional molded parts in days, not months.
That means faster iteration, lower development cost, and better decisions before full scale production tooling begins.
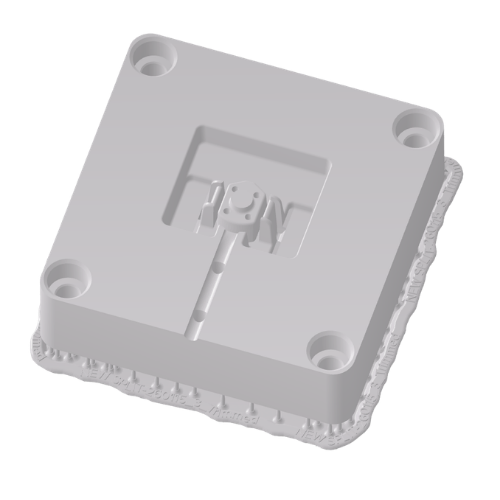
3D printed mold using formlabs printer
more function in one part
Turn one molded part into a multi-function component.
E60Vi helps reduce extra housings, secondary hardware, and added assembly steps by integrating more function directly into the molded part.
The result is a simpler product architecture, better use of space, and fewer parts to source and assemble.
Over-molding PCBs: Integrates thermal management and environmental protection into a more compact solution.
how it works & machine architecture
- Plastic pellets fall to a section of the screw designed to transport solids.
- Pellets advance through screw changes as heat softens pellets.
- Screw geometry continues to change, thinning the polymer and exposing it to increasing heat until the melt is complete and the mold is fillled.
- As the part cools, it shrinks onto the core, allowing the cavity side to open while the part continues cooling.
- A rotary table then indexes to the next station for ejection, allowing concurrent molding and cooling.
Melt Processing Unit
The E60Vi system utilizes a precision- controlled continuously rotating screw to extrude melt into the mold. This single-stage, pressure-controlled approach provides continuous feedback for adaptive process tuning throughout the filling and cooling cycles.
- No Check Ring, No Interruption.
Eliminating the check ring reduces system complexity, prevents backflow, lowers maintenance requirements, and ensures consistent flow. - Extrusion-Driven Filling
Melt is delivered directly into the mold cavity by the screw rotation — no plunger or secondary injection stage required. - Ultra-Flexible Shot Volumes
With extrusion-based filling, shot size is virtually unlimited, making it versatile across a wide range of part sizes. - Pulse Packing
Our patented pulse-packing technology ensures highly consistent packing with reduced shear stress — preserving polymer chain integrity and enhancing dimensional accuracy.
Clamp Unit
The E60Vi features a rugged servo-hydraulic clamping system housed in a compact C-frame structure. Engineered for full mold access and precision control, its tie-bar-free design creates a clean, unobstructed space — ideal for seamless integration with automation and mold-handling equipment.
- Tie-Bar-Free Architecture
Unrestricted access for tooling, automation, and part inspection — no limitations or obstructions. - Servo-Hydraulic Precision
Applies clamping force with speed and accuracy, supporting fast, repeatable open/close sequences. - Balanced , Centered Loading
The C-frame design ensures symmetric force distribution and precise mold alignment. - Lower Tonnage Requirements
Our low-pressure process reduces clamping force demands, improving energy efficiency and extending mold life.
Rotary Table
The E60Vi system features a high-speed, all-electric, servo-driven rotary indexing table engineered for high-performance and efficiency. Its two-station layout enables simultaneous molding and part handling for maximum productivity.
- All-Electric Direct Drive
A powerful, backlash-free servo motor delivers precise, repeatable movements. - +/- 180° Bidirectional Indexing
Fast, reversable rotation minimizes idle time and boosts overall throughput. - Seamless Integration
Directly built into the frame and perfectly aligned with the clamp for smooth synchronized operation. - Engineered for Productivity
Parallel mold actions allow mold 1 to close while mold 2 ejects and resets — ensuring continuous, high-efficiency cycling. - Built for Flexibility
Programmable indexing cycles accommodate complex mold layouts and evolving production demands.
Human Machine Interface (MHI)
The E60Vi system features an intuitive, high-resolution Human Machine Interface (HMI) touchscreen, built on Siemens Programmable Logic Controller (PLC) architecture for industrial-grade reliability and future-ready flexibility.
- 15×6” Full HD Touchscreen
Intuitive navigation and crisp visuals make it easy to monitor and adjust machine parameters with precision. - 180° Swiveling Display
The pivoting HMI provides ergonomic access and optimal visibility from any working angle. - Modern, Gesture-Based Navigation
Familiar controls like swiping and zooming simplify operation and streamline setup. - Reliable Siemens PLC Architecture
Built on a proven control platform that’s customizable, scalable, and ready for advanced integration.
technical specs
| Clamp Section | Units | Value |
|---|---|---|
| Clamping | US Ton (kN) | 10 (98) |
| Clamping Equivalency | US Ton (kN) | 60 (534) |
| Opening Stroke | inch (mm) | 8.0 (203) |
| Upper Platen Size | inch (mm) | 12 x 14 (305 x 356) |
| Rotary Platen Diameter | inch (mm) | 32 (813) |
| Minimum Mold Height | inch (mm) | 6.0 (152) |
| Maximum Daylight | inch (mm) | 14 (356) |
| Extruder Elevation from the Table | inch (mm) | 4-10 (102 – 254) |
| Ejection Stroke | inch (mm) | 4 (102) |
| Ejection Force | US Ton (kN) | 1.6 (14) |
| Mold Location – Upper | inch (mm) | Ø4 (101.6) |
| Ejection Configuration | – | 1 – Center |
| Machine Functions | Units | Value |
|---|---|---|
| Maximum Extruder Capacity | cc/sec of PS | 0 – 100 |
| System Hydraulic Pressure | PSI (Bar) | 2400 (165) |
| Power Requirements | Volts / Amps | 360-480 – 3Phase / 80 |
| Servo Hydraulic Motor | Kw | 5 |
| Screw Drive Servo | Kw | 6.4 |
| Rotary Table Servo | Kw | 2 |
| Heater Power | W | 3300 |
| Number of Heat Zones | – | 8 |
| Machine Dimensions (L x W x H) | in (mm) | 91x45x83 (2310x1145x2110) |
| Machine Weight | lbs (kg) | 2900 (1300) |
| Automation Integration | Euromap 67 |